






Cắt hàn gió đá là phương pháp được sử dụng rất nhiều trong trong gia công và sản xuất cơ khí. Kỹ thuật hàn gió đá đòi hỏi nhiều vào kỹ năng và độ lành nghề của người thợ. Bài viết dưới đây sẽ hướng dẫn sử dụng cắt gió đá chi tiết để giúp bạn nắm rõ được yêu cầu kỹ thuật của phương pháp này.

1. Kỹ thuật cắt gió đá (cắt oxy gas) cơ bản

Trước khi tìm hiểu hướng dẫn sử dụng cắt gió đá thì ta cần hiểu rõ về cắt gió đá cơ bản là như thế nào.
Cắt gió đá là quá trình cắt kim loại bằng khí nén bằng cách đốt cháy vật liệu cần cắt tạo thành dòng các oxit (FeO, Fe2O3, Fe3O4) làm nóng chảy các oxit đó và thổi chúng ra khỏi mép cắt tạo thành rãnh cắt.
Tùy thuộc vào vật liệu cắt dày tốt mỏng mà điều chỉnh ngọn lửa to tốt nhỏ cho hợp lý. Trong đó cần lưu ý rằng nếu tia lửa nhiệt xanh càng dài thì nhiệt độ càng thấp. Gia tăng Oxy sẽ gia tăng nhiệt và giảm ngọn lửa xanh. Do đó cần điều chỉnh khí thêm hoặc bớt khí gió đá và điều chỉnh cho hợp lý với vật liệu hàn cắt.
Lưu ý rằng khi cắt phải để bép cắt vuông góc với đường cắt mới tạo được đường cắt vuông và thẳng và phải duy trì được nhiệt để việc cắt không bị gián đoạn bằng cách để đền hơi hướng về phía bên trong.
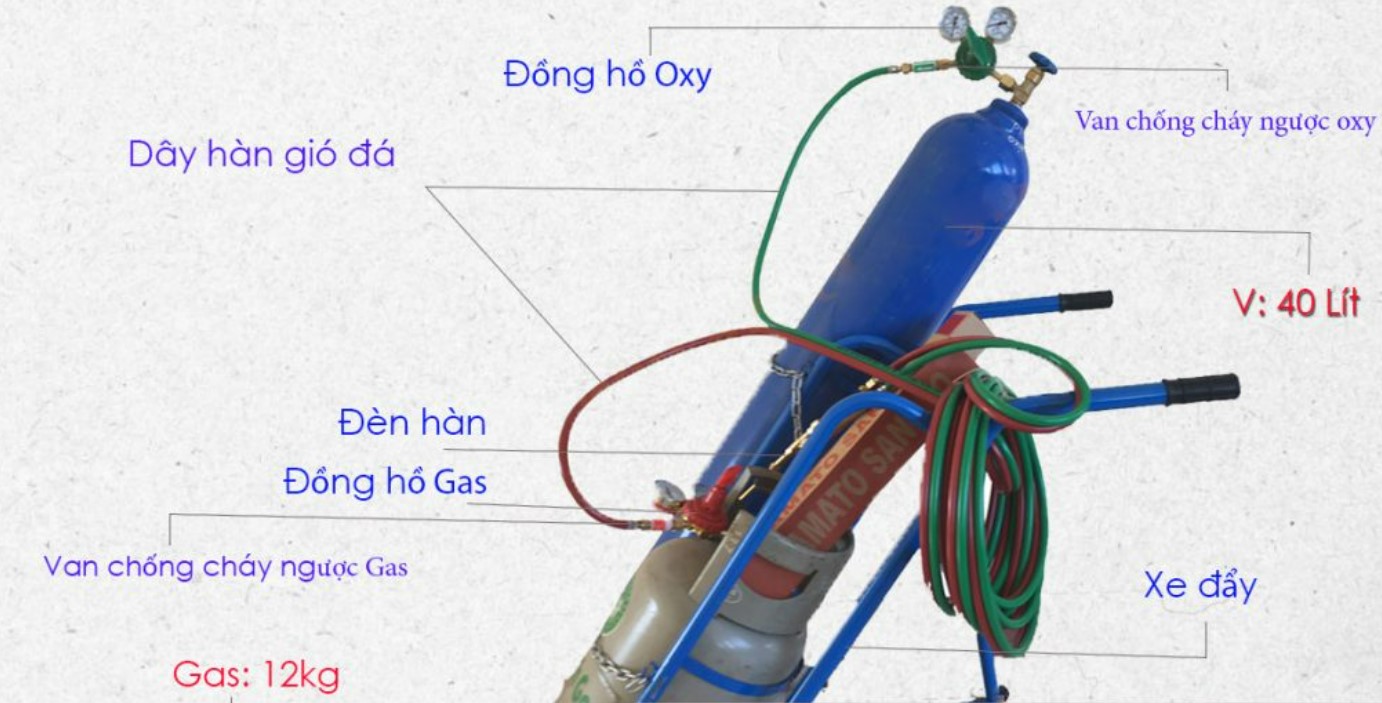
2. Các bộ phận cơ bản của bộ cắt gió đá
- Bộ bình gió đá oxy – acetylen
- Bình gas thông dụng
- Dây đôi: Với chiều dài khoảng 10m, loại dây này có chức năng dẫn khí lưu thông từ bình chứa khí tới đèn hàn và đèn cắt.
- Đồng hồ đo khí kèm áp suất dùng (2 đồng hồ)
- Đồng hồ đo khí gas và áp suất dùng (2 đồng hồ)
- 1 đèn cắt oxy gas (tay cắt, mỏ cắt oxy gas)
- 1 bép cắt oxy gas
- Van chống cháy ngược dùng cho oxy
- Van chống cháy ngược cho bình gas
3. Ưu nhược điểm của phương pháp cắt gió đá

Ưu điểm
- Thiết bị đơn giản, dễ vận hành
- Chi phí đầu tư rẻ
- Đường cắt thẳng nếu thợ có tay nghề
- Vết cắt mịn
- Cắt được kim loại có độ dày lên đến 150mm
- Hàn được kim loại sáng màu như: đồng, nhôm và các hợp kim của chúng.
- Mối hàn ngấu
Nhược điểm
- Vật liệu tiêu hao nhiều.
- Tốc độ cắt chậm, đường cắt phụ thuộc nhiều vào tay nghề.
- Chỉ cắt được kim loại khi thỏa mãn điều kiện cắt.
- Nhiệt độ khi hàn cao. Mối hàn hay bị cháy, cong vênh. Ngoài ra, nguy cơ cháy nổ khi áp dụng công nghệ hàn này rất cao.
4. Điều kiện để cắt kim loại bằng oxy gas
- Nhiệt độ chảy của kim loại phải thấp hơn nhiệt độ nóng chảy của kim loại đó.
- Oxit kim loại nóng chảy phải có độ nóng chảy loãng tốt.
- Độ dẫn nhiệt của kim loại không được quá cao.
- Xỉ hình thành phải chảy lỏng, trong trường hợp ngược lại sự tiếp xúc của oxy với kim loại lỏng sẽ bị chậm trễ hoặc không thể được.
Hướng dẫn sử dụng cắt gió đá chi tiết nhất
5. Nguyên lý làm việc của cắt gió đá
Để có hướng dẫn sử dụng cắt gió đá dễ hiểu nhất thì ta cần hiểu rõ nguyên lý làm việc của cắt gió đá.
Khi bắt đầu cắt, kim loại ở mép cắt được nung nóng đến nhiệt độ cháy nhờ nhiệt của ngọn lửa nung. Sau đó, khi dòng khí oxy thổi qua, kim loại bị oxi hóa mãnh liệt do bị đốt cháy tạo thành oxit, sản phẩm cháy bị nung chảy đồng thời bị dòng oxit thổi khỏ mép cắt.
Do phản ứng cháy của kim loại tỏa nhiệt mạnh, lớp kim loại tiếp theo bị nung nóng nhanh và tiếp tục bị đốt cháy tạo thành rãnh cắt.
6. Hướng dẫn sử dụng cắt gió đá chi tiết nhất

6.1 Xem độ dày mỏng của vật liệu cắt
Nhận biết độ dày của vật liệu cắt là bước đầu tiên quan trọng trong hướng dẫn sử dụng cắt gió đá. Nếu cắt tấm dày, khi bắt đầu mỏ cắt cần để nghiêng 5 độ, trong khi cắt để nghiêng 25 độ. Nếu cắt tấm mỏng, mỏ cắt cần được đặt vuông góc với vật liệu cắt.
6.2 Khoảng cách từ nhân ngọn lửa đến vật liệu cắt
Xác định được khoản cách từ nhân ngọn lửa đến vật liệu cắt là bước thứ 2 trong hướng dẫn hàn gió đá.
Công thức tính khoảng cách từ nhân ngọn lửa đến vật liệu cắt: h = L + 2mm.
Trong đó:
- h: khoảng cách từ đầu mỏ đến mặt kim loại
- L: chiều dài của nhân ngọn lửa (mm)
- Tốt nhất nên để từ 1,5 đến 2,5mm. Để giữ khoảng cách này không đổi trong quá trình cắt ta có thể gắn thêm 1 cặp bánh xe giữa 2 bánh xe có một cơ cấu kẹp đầu cắt có cữ để điều chỉnh khoảng cách.
Lưu ý: Áp dụng khi cắt thép tấm có S<100 mm.
Khoảng cách từ đầu cắt đến bề mặt chi tiết được xác định như sau:

Chiều rộng rãnh cắt phụ thuộc vào phương pháp cắt và chiều dày kim loại
Chiều dày kim loại càng lớn thì rãnh cắt càng lớn.
6.3 Công suất ngọn lửa, áp lực khí oxy cắt và tốc độ cắt
Công suất ngọn lửa: là lượng khí cháy tiêu hao trong 1 đơn vị thời gian, khi cắt các kim loại có chiều dày dưới 300mm người ta dùng ngọn lửa bình thường.
Áp lực khí oxy cắt: phụ thuộc vào chiều dày kim loại, kích thước lỗ thổi oxy cắt và độ tinh khiết của khí oxy. Khi tăng áp lực oxy cắt sẽ làm cho lượng oxy cắt bị tiêu hao nhiều hơn.
Tốc độ cắt (tốc độ dịch chuyển của đầu cắt): cần phải phù hợp với tốc độ cháy của kim loại. Độ ổn định và chất lượng của quá trình cắt phụ thuộc vào tốc độ cắt. Tốc độ cắt bé làm cho mép cắt bị cháy hỏng, còn nếu tốc độ cắt lớn thì không cắt đứt được chi tiết nhất là ở cuối đường cắt
Tốc độ cắt của một số mỏ cắt thường dao động khoảng 75 – 556 mm/phút
6.4 Hướng dẫn lắp đặt và sử dụng bộ cắt gió đá
Chuẩn bị:
- Bình Oxy
- Bình Gas
- Tay hàn/ cắt; Béc hàn / Cắt
- Dây hàn gió đá ( 2 màu )
- Van chống cháy ngược
- Đồng hồ Oxy – Gas
Thực hiện
Để áp dụng được những hướng dẫn hàn gió đá, người thợ cũng cần biết cách lắp đặt bộ dụng cụ cắt gió đá.
Bước 1: Lắp mỏ hàn / cắt và van chống cháy ngược vào đèn. Lắp đúng van chống cháy ngược vào đèn Oxy và Gas theo 2 màu xanh ( Oxy ) – Đỏ ( Gas)

Bước 2 : Lắp ráp đồng hồ oxy/ gas.
Ráp đồng hồ vào bình Oxy
Ráp đồng hồ vào bình gas

Bước 3: Ráp đồng hồ vào bình Oxy. Ráp đồng hồ vào bình gas.

Bước 4: Lắp dây hơi vào đồng hồ oxy / gas.
Lắp dây gió đá vào bình oxy và gas
Ráp van chống cháy ngược vào chân đèn cắt/ hàn
Lưu ý: Dây hơi bấm đầu, lắp ráp đúng màu sắc so với đồng hồ và đèn.

Bước 5: Lắp ráp dây hơi vào chân đèn cắt/ hàn.

7. Ứng dụng của phương pháp cắt gió đá
Bạn đã hiểu rõ về hướng dẫn hàn gió đá. Vậy chúng ứng dụng để làm gì?
Phương pháp cắt gió đá được ứng dụng vào rất nhiều các loại máy cắt oxy gas khác nhau, ở đây phải kể đến máy cắt laser CO2 là công nghệ mang tính ứng dụng cao nhất trong các dòng máy cắt laser hiện đại với ưu điểm nổi bật là tốc độ nhanh độ chính xác cao, vết cắt đẹp, vận hành dễ dàng đang dần thay thế các phương pháp cắt thông thường khác.
Vì lợi ích kinh tế, tiện ích cũng như đem đến hiệu quả sử dụng cao mà phương pháp cắt gió đá được áp dụng vô cùng rộng rãi.
Ngoài ra khí Oxy, gas hay đá đều có chi phí thấp nên không mất quá nhiều chi phí đầu tư.
Trên đây là một vài khái niệm cơ bản và hướng dẫn sử dụng cắt gió đá giúp bạn dễ dàng hình dung được phương pháp phổ biến nhất được sử dụng để gia công cắt thép hiện nay. Nếu bài viết bổ ích hãy tiếp tục theo dõi những kiến thức mà Song Mã Việt chia sẻ nhé!


