






Hàn là gì ? Hàn là phương pháp nối các chi tiết máy bằng kim loại hoặc phi kim loại với nhau nên yêu cầu công việc đòi hỏi thợ hàn phải làm việc ở những nhà máy sản xuất kết cấu thép, nồi hơi, máy móc hạng nặng… Chính vì vậy, người thợ hàn cần đảm bảo trang bị đầy đủ kiến thức về các phương pháp hàn và thành thạo các kỹ thuật hàn điện để luôn đảm bảo an toàn trong lao động. Bài viết sau đây Song Mã Việt sẽ chia sẻ chi tiết các kỹ thuật hàn điện đúng kỹ thuật, mang lại hiệu quả.

1. Kỹ thuật hàn điện đơn giản, dễ thực hiện
1.1 Việc lựa chọn que hàn
Bước đầu tiên trong kỹ thuật hàn điện cơ bản đó là hiểu được que hàn là gì và việc lựa chọn que hàn phù hợp sẽ giúp bạn hạn chế các tình trạng không mong muốn.
Cách chọn que hàn điện ngoài việc phụ thuộc vào chiều dày vật hàn còn yêu cầu phù hợp với từng loại máy hàn khác nhau. Ví dụ:
- Đường kính que hàn 1.6mm – 3.2mm: Chọn máy hàn HK 200A, HK200E, HK200Z (có thể kéo cả que hàn 4.0mm)
- Đường kính que hàn 3.2mm – 4.0mm: Chọn máy hàn HK 250T, HK250TP
- Đường kính que hàn 4.0mm – 5.0mm: Chọn máy hàn HK315, HK315i, HK400i (có thể hàn được que 6mm)
Xem thêm:
- Dây hàn được ưa chuộng nhất hiện nay
- Cách hàn không bị đau mắt – Nguyên lý an toàn trong quá trình hàn
- Kỹ thuật hàn sắt hộp mỏng không bị thủng cơ người mới bắt đầu
1.2 Thiết lập cường độ dòng điện
Bước thứ 2 trong kỹ thuật hàn điện cơ bản đó là việc thiết lập cường độ dòng điện. Việc thiết lập cường độ dòng điện phụ thuộc vào nhiều yếu tố như:
- Đường kính lõi que hàn và bề dày thuốc bọc que hàn
- Các tính chất của que hàn
- Vật liệu hàn
- Tư thế hàn
- Loại mối nối
- Bề dày vật hàn.
Để dòng hàn ra được đảm bảo cần xem lại toàn bộ những vị trí tiếp xúc từ máy ra tới vật hàn, dây mass, que hàn … sao cho tất cả phải tiếp xúc tốt và và đảm bảo phù hợp cho dòng điện lớn chạy qua và bạn cũng nên tham khảo thêm thuốc hàn để đảm bảo cho mối nối bền vững, lâu dài.
Vệ sinh vị trí đầu kẹp mass trên vật hàn để đảm bảo tiếp xúc tốt, dẫn điện tốt. Bắt kẹp mass gần với vị trí hàn. Khoảng cách đầu que hàn đến vật hàn thường bằng đường kính đũa hàn và góc độ nghiêng giữa đũa hàn và mặt phẳng hàn khoảng 70 độ.
1.3 Điều chỉnh độ dài hồ quang
Độ dài hồ quang là khoảng cách từ vật hàn đến que hàn. Độ dài hồ quang quá ngắn hoặc quá dài đều ảnh hưởng đến chất lượng mối hàn.
Hồ quang quá ngắn sẽ có thể gây tắt hồ quang, mồi hàn nổi cộm, lộn xộn. Hồ quang quá dài sẽ làm mối hàn bị rỗ, kết tủa mối hàn chậm.
Để có mối hàn đẹp thì chiều dài hồ quang phải nhỏ hơn đường kính que hàn. Điều này sẽ phụ thuộc vào kinh nghiệm và trực quan của thợ hàn.

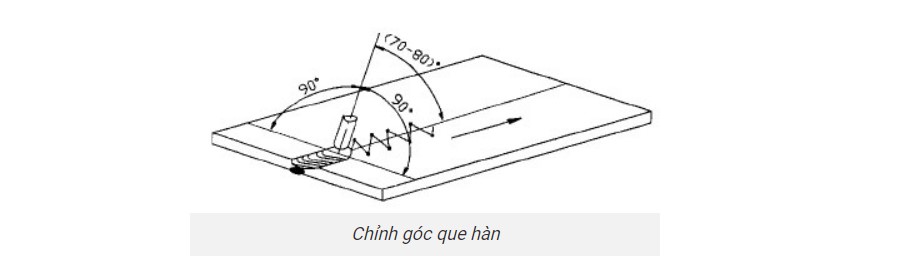
1.4 Chỉnh góc que hàn
Đối với hàn bề mặt vật dụng, góc que hàn nên từ 5 đén 15 độ theo hướng chuyển động.
Đối với hàn đứng, góc que hàn nên từ 0 đến 15 độ ngược chiều với hướng chuyển động que hàn.
1.5 Thao tác que hàn
Chuyển động dọc theo trục hàn duy trì và điều chỉnh độ dài hồ quang. Chuyển động ngang duy trì chiều rộng của mối hàn. Có nhiều loại chuyển động: ngang, liên tục và không liên tục, tùy thuộc vào độ dày của vật hàn.
Đối với vật hàn mỏng, không cần di chuyển điện cực theo chiều ngang vì hồ quang đủ rộng để lấp đầy góc xiên của mối hàn. Đối với hàn dọc, chú ý từ dưới lên của tấm dày và từ trên xuống của tấm mỏng (chú ý mép của rãnh hàn).
1.6 Điều chỉnh tốc độ hàn
Tốc độ hàn phải ổn định và nhịp nhàng, không quá chậm cũng không quá nhanh, tốc độ hàn phải làm cho hồ quang hàn chiếm 1/3 chiều dài vũng hàn.
Sẽ cần rất nhiều thực hành và chăm chỉ để làm điều này, và khi bạn cảm thấy kỹ thuật của mình đã được cải thiện và bạn có đủ tự tin, tốc độ của mỏ hàn sẽ trôi chảy và đảm bảo kết nối. Mối hàn luôn đủ, không bị võng, không bị lồi và lõm mối hàn ở mọi vị trí hàn trong mọi không gian.

1.7 3 kỹ thuật hàn điện cho người mới bắt đầu
Để trở thành người thợ hàn điện lành nghề, người thợ hàn cần phải không ngừng học hỏi, thực hành rèn luyện kiểm tra mối hàn nâng cao kiến thức về kỹ thuật hàn điện cho người mới bắt đầu nhiều để tích lũy được kinh nghiệm.
- Kỹ thuật hàn điện đối với máy hàn que

Kỹ thuật hàn điện đối với máy hàn que đang được rất nhiều người quan tâm vì đây là dòng máy phổ biến nhất trên thị trường hiện nay. Kỹ thuật máy hàn que không quá khó nhưng mỗi kỹ thuật luôn đòi hỏi bạn phải nắm vững lý thuyết để có thể linh động áp dụng trong từng trường hợp.
Bước 1: Điều chỉnh dòng hàn phù hợp, tránh thiết lập dòng hàn quá cao hoặc quá thấp.
Tốt nhất nên để dòng hàn ở mức thấp rồi tăng dần lên, đến khi nào bạn cảm thấy mối hàn có độ ngấu, tiếng lửa êm, cháy đều, ít văng tóe, tia lửa hàn.
Bước 2: Điều chỉnh độ dài hồ quang:
Độ dài hồ quang là khoảng cách từ que hàn đến vật hàn, chú ý không thiết lập chiều dài hồ quang quá ngắn hay quá dài sẽ làm thay đổi chất lượng mối hàn rõ rệt. Nếu hồ quang quá ngắn, có thể gây tắt hồ quang, mồi hàn lộn xộn, nổi cộm hoặc nếu hồ quang quá dài sẽ làm mối hàn bị rỗ, tốc độ kết tủa chậm.
Bước 3: Điều chỉnh góc hàn và dao động hàn
Tùy vào vị trí hàn trong không gian mà sẽ chọn góc hàn và dao động dịch chuyển que hàn khác nhau. Hiện nay, người ta chia các vị trí hàn trong không gian bằng các kí hiệu như: 1F, 2F, 3F, 4F, 1G, 2G, 3G, 4G, 5G, 6G.
Bước 4: Điều chỉnh tốc độ hàn
Tốc độ hàn yêu cầu phải đều tay, nhịp nhàng, không quá chậm cũng không quá nhanh, tốc độ hàn nên đảm bảo sao cho hồ quang hàn chiếm 1/3 độ dài của vũng hàn.
- Kỹ thuật hàn điện đối với máy hàn Tig

Bước 1: Chiều dài kim hàn sau khi lắp vào súng hàn Tig.
Chiều dài kim hàn (Tungsten) sau khi lắp vào súng hàn Tig, gọi tắt là chiều dài ló ra của kim hàn, phải tuân thủ theo kỹ thuật hàn điện tử như sau: Chiều dài ló ra khỏi chụp khí khoảng 3 – 5mm, không được dài hơn, nếu không sẽ làm cho điện cực dính vào que hàn bù hoặc điện cực bị nhúng vào vũng hàn.
Bước 2: Điều chỉnh dòng hàn
Tương tự như máy hàn que thì ở máy hàn Tig, việc điều chỉnh dòng hàn sẽ chỉ có độ chính xác tương đối, vì còn phải dựa vào loại máy hàn, vật hàn và nguồn điện hiện tại.
Bước 3: Góc hàn và cách đặt kim hàn
Ngay bắt đầu từ điểm xuất phát, đặt súng hàn vuông góc với mặt phẳng, khi hồ quang xuất hiện sẽ làm vũng chảy hình thành, tiếp tục nghiêng súng hàn một góc 75 độ về hướng ngược với phương dịch chuyển.
Nếu sử dụng que hàn bù cần phải chắc chắn đầu que hàn phụ nóng đỏ và nghiêng một góc 15 độ so với vật hàn. Kìm hàn luôn đặt cách bề mặt hàn khoảng 2mm. 
Bước 4: Kỹ thuật hàn điện
Duy trì tốc độ di chuyển đều đặn, nhịp nhàng. Nhấn nút súng Tig tại tay cầm để xả khí rồi thả. Sau đó, chạm tungsten vào vật hàn và bấm nút, khoảng 1 – 2 giây sau chúng ta nâng tungsten lên để tạo hồ quang.
Sau khi kết thúc hồ quang, khí bảo vệ sẽ còn tiếp tục thổi để bảo vệ mối hàn, giúp cho mối hàn sáng bóng, không bị đen. Vì vậy không nhấc vội kim hàn ra mà phải chờ khoảng nửa giây và khi nhấc lên thì nhấc từ từ để đảm bảo mối hàn được bảo vệ hoàn toàn.
Hướng dẫn các kỹ thuật hàn điện đơn giản
- Kỹ thuật hàn điện đối với máy hàn Mig
Bước 1: Cách chỉnh dòng hàn Mig
Đây là bảng tham khảo về cách chỉnh dòng hàn của máy hàn Mig đối với loại cỡ dây sử dụng (chính xác ở mức tương đối).
Vì vậy, để tìm ra được con số Ampe chính xác nhất, bạn nên tham khảo bảng dưới đây rồi điều chỉnh cho phù hợp với thực tế. Ví dụ sử dụng cuộn dây 0.8mm thì nên để dòng 125 – 200A. Sau khi chọn một dòng hàn và hàn thử, nếu thấy có hiện tượng khuyết tật mối hàn như rỗ, bọt khí nên tăng dòng ~5A hoặc nếu mối hàn lồi, văng tóe thì nên giảm dòng hàn xuống 4A.
Bước 2: Thao tác hàn Mig

Dây hàn lòi ra khỏi súng hàn khoảng 2 – 2,5cm. Đặt súng hàn cách vật hàn khoảng 1 – 2mm Đối với hàn Mig có khí Co2, hồ quang rất nhạy, có độ ngấu mạnh ngay cả khi bóp và buông cò súng ngay.
Vì vậy mà đối với hàn Mig không dùng khí nếu vẫn thực hiện thao tác hàn như vậy thì 2 vật hàn sẽ khó ăn vào nhau, mối hàn có độ ngấu thấp, vì vậy đối với máy hàn Mig không dùng khí nên bóp và giữ cò lâu hơn (giữ khoảng 2 giây) rồi buông. Tốc độ hàn yêu cầu nhịp nhàng, đều tay.
2. Nguyên nhân tình trạng hàn bị dính que trong kỹ thuật hàn
2.1. Cường độ dòng điện yếu

Để học được kỹ thuật hàn, trước hết bạn phải học cách điều chỉnh cường độ dòng điện. Cường độ dòng điện quá thấp sẽ gây ra hàn hay bị dính que, hàn không ngấu và mối hàn bị ngậm xỉ. Ngược lại, cường độ dòng điện cao quá sẽ dẫn đến văng tóe hoặc làm thủng vật hàn khi hàn những vật liệu mỏng.
2.2. Khoảng cách que hàn đến vật hàn quá gần
Trong quá trình thực hiện hàn việc giữ khoảng cách giữa que hàn và vật hàn đòi hỏi sự thợ hàn phải có kỹ thuật nhất định, nếu để khoảng cách quá gần sẽ dẫn đến tình trạng dính que hàn, và ngược lại khoảng cách quá xa thì sẽ không gây được hồ quang hàn.
2.3. Chất lượng que hàn
Chất lượng que hàn vô cùng quan trọng trong kỹ thuật hàn điện cơ bản, nó sẽ ảnh hưởng lớn đến chất lượng mối hàn. Có thể trong một số trường hợp bảo quản không tốt nên que hàn bị ẩm hoặc bị vỡ lớp thuốc bọc. Cần phải sử dụng các biện pháp bảo quản que hàn đúng cách, tránh tiếp xúc với môi trường ẩm ướt. Nếu que hàn bị ẩm có thể sấy que hàn trước khi hàn để đảm bảo mối hàn tốt nhất.
2.4. Lựa chọn que hàn không phù hợp
Lựa chọn que hàn cần dựa vào chiều dày của vật hàn, chiều dày vật hàn càng lớn thì đường kính que hàn càng lớn và ngược lại. Nếu lựa chọn que hàn không phù hợp sẽ làm thủng vật hàn, việc lựa chọn que hàn sẽ ảnh hưởng trực tiếp đến chất lượng của sản phẩm mối hàn.
Yêu cầu công việc luôn đòi hỏi người thợ hàn phải biết các kiểu hàn nào là phù hợp vì đối với tùy loại vật liệu hàn chúng ta sẽ phân loại ra và tìm hiểu kĩ để làm thế nào để sử dụng thiết bị một cách an toàn, cách làm việc theo quy trình và những kỹ thuật hàn điện để kiểm soát chất lượng sản phẩm. Hy vọng bài viết trên đây đã cung cấp cho bạn những thông tin hữu ích có thể áp dụng vào công việc của mình.


