






Kỹ thuật dùng que hàn sắt mỏng rất quan trọng trong các kỹ thuật hàn leo, hàn vảy cá… . Nó quyết định việc hàn của bạn có thành công không. Tuy nhiên, nếu áp dụng đúng nguyên tắc thì đây là việc làm cũng không quá khó. Hãy cùng chúng tôi tìm hiểu về cách hàn sắt hộp mỏng qua bài viết sau.
Xem thêm:
- Hướng dẫn hàn sắt dày cho người mới bắt đầu.
- Cách hàn không bị đau mắt – Nguyên lý an toàn trong quá trình hàn.

1. Kỹ thuật hàn sắt mỏng là gì?
Que hàn sắt mỏng là que hàn sắt có độ dày dưới 1mm (thường là từ 0.6 – 0.8mm). Thực tế, máy hàn que sẽ hiệu quả hơn, đẹp hơn khi hàn kim loại có độ dày từ 1mm.
Tuy nhiên, với loại que hàn sắt mỏng thì những người thợ có thể dùng loại máy hàn Tig. Ngoài ra, kỹ thuật hàn que sắt mỏng cũng cần đến bàn tay của những người thợ khéo léo, lành nghề. Nếu không chúng sẽ rất dễ bị thủng vật hàn.
2. Nguyên nhân khi hàn sắt hộp mỏng dễ bị thủng
Có nhiều nguyên nhân dẫn đến que hàn sắt mỏng bị thủng. Trong đó, chúng ta phải kể đến một số lý do chính như sau:
- Thợ làm chưa lành nghề, chưa có kinh nghiệm trong hàn sắt mỏng. Cho nên khi hàn sắt hộp mạ kẽm sẽ dễ bị thủng.
- Một nguyên nhân nữa khiến hàn sắt hộp mỏng bị thủng đó là que hàn quá lớn. Nó sẽ khiến dòng hàn bị lớn và gây thủng.
- Thao tác hàn trong cũng khá quan trọng. Nếu thời gian kéo quá dài cũng có thể là lý do khiến hộp sắt hàn mỏng bị thủng.
Có thể thấy, có nhiều lý do khiến hộp hàn sắt mỏng bị thủng. Để việc này không xảy ra thì người ta thường dùng que hàn sắt mỏng với đường kính rất nhỏ. Que hàn nhỏ vừa không tạo ra dòng hàn lớn. Đồng thời cũng có thể điều chỉnh được cường độ dòng điện nhỏ cho phù hợp để tránh thủng vật hàn.

3. Một số lưu ý khi thực hiện kỹ thuật hàn sắt mỏng bằng máy hàng que
Để việc dùng que hàn sắt mỏng không bị thủng thì khi thực hiện người thợ cần lưu ý một số điều sau:
- Đầu tiên, bạn cần chọn que hàn có đường kính nhỏ, khoảng từ 1.6 – 2.5mm.
- Sau đó, điều chỉnh dòng hàn tương ứng với que hàn có đường kính nhỏ đó. Không nên thiết lập dòng hàn quá cao vì nó có thể gây thủng mối hàn.
- Khi hàn, bạn nên thực hiện với thao tác chậm, từng nhịp, ngắt quãng và không kéo dài thời gian.
Tham khảo ngay video hướng dẫn cách hàn sắt mỏng:
Hướng dẫn cách hàn sắt đúng kỹ thuật
4. Nguyên tắc cần nắm để hàn sắt hộp mỏng không bị thủng
Bí quyết để có cách hàn sắt không bị thủng, có kết quả tốt người thợ cần tuân thủ các nguyên tắc sau:
Đầu tiên, khi thực hiện kỹ thuật hàn thép mỏng với máy hàn que thì cần làm sạch bề mặt mối hàn. Bạn có thể dùng cọ thép hoặc các dụng cụ chuyên dụng. Đồng thời, đặt vị trí đặt kẹp mass để đảm bảo cho sự tiếp xúc được tốt hơn. Ngoài ra, bạn cũng nên làm sạch vị trí tiếp xúc để khi hàn có thể ổn định hồ quang tốt hơn.
Tiếp theo đó, để quan sát rõ hơn vùng hàn thì tư thế khi hàn cũng rất quan trọng. Hãy chọn hướng nhìn thật tốt, không bị che mắt, khả năng hít phải khí độc hại ít nhất. Việc chọn hướng để không ảnh hưởng tới sức khỏe mà việc hàn vẫn đạt kết quả cao nhất.

Xem thêm:
- Hướng dẫn kỹ thuật dùng que hàn sắt với inox
- Hàn inox bằng que hàn sắt có được không?
- Cách hàn nhôm với đồng, sắt, thiếc, inox chi tiết từ A-Z
5. Hướng dẫn cách hàn sắt hộp mỏng đạt hiệu quả
Kỹ thuật hàn trong hàn sắt mỏng là yếu tố rất quan trọng không kém cách hàn thép mạ kẽm hay cách hàn gang, nó quyết định thành công hay không. Theo đó, dưới đây là hướng dẫn kỹ thuật hàn sắt mỏng để đạt hiệu quả cao hơn.
5.1 Thiết lập dòng điện cơ bản
Đây là một trong những yếu tố quan trọng trong kỹ thuật hàn sắt mỏng. Tùy từng loại điện cực cần thiết mà bạn sử dụng thiết lập dòng điện thuận, nghịch hay xoay chiều. Cái quan trọng là cần đảm bảo thiết bị được thiết lập một cách chính xác.

Độ lớn của dòng hàn tùy thuộc vào đường kính que hàn. Thông thường nhà sản xuất sẽ in thông tin trên bao bì sản phẩm về que hàn. Bạn có thể căn cứ vào đó để có thể điều chỉnh dòng hàn thích hợp. Hoặc áp dụng theo cách tính (1Amp tương ứng 0,0254 mm đường kính que hàn) để có độ chính xác nhất.
Với những người mới học kỹ thuật hàn thép mỏng thì có thể áp dụng cách đặt dòng hàn ở mức thấp. Sau đó bạn có thể tăng dần 5-10Amp để xem khả năng thích hợp nhằm hạn chế nguy cơ thủng.
5.2 Điều chỉnh độ dài hồ quang
Trong kỹ thuật hàn thép mỏng không bị thủng thì điều chỉnh độ dài hồ quang cũng là yếu tố quan trọng. Độ dài này sẽ tùy thuộc vào từng loại que hàn, từng vị trí đặt que. Theo những người có chuyên môn thì độ dài hồ quang phải nhỏ hơn đường kính của que hàn.
Tuy nhiên, độ dài hồ quang quá ngắn cũng sẽ khiến cho hồ quang không ổn định, bị tắt. Từ đó nó khiến vùng hàn bị đông cứng nhanh hơn, khả năng tạo vảy hàn dễ xảy ra hơn. Trong khi đó, nếu hồ quang quá dài sẽ gây ra tình trạng bắn tóe. Tốc độ kết tủa bị chậm, đồng thời mối hàn dễ bị rỗ khí.
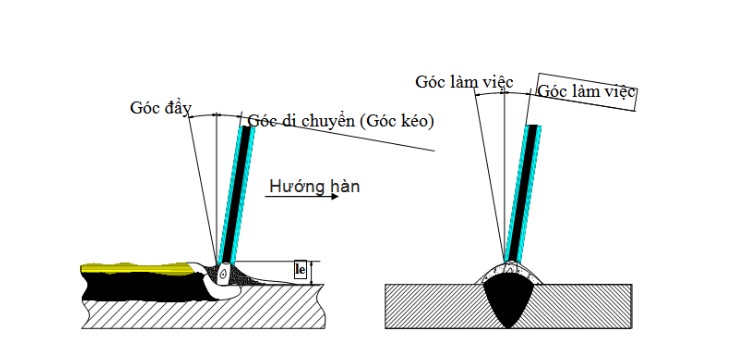
5.3 Chỉnh góc que hàn
Chỉnh góc que hàn cũng là một trong những yếu tố quan trọng trong cách hàn sắt hộp mỏng. Theo đó, bạn nên điều chỉnh góc hàn que từ 5-15 độ theo hướng chuyển động.
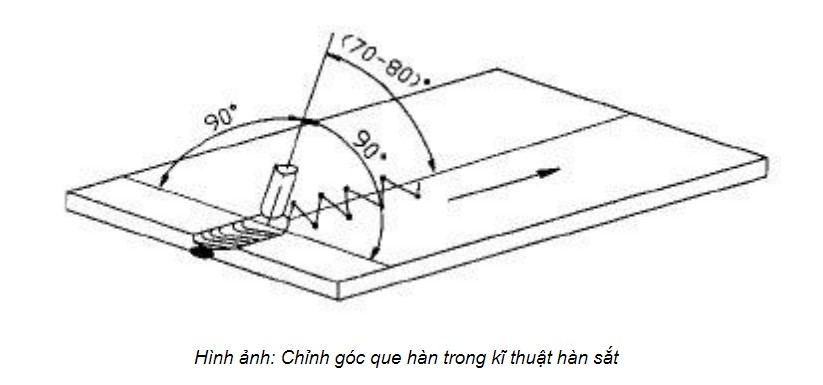
Đồng thời, khi hàn sắt thép bằng máy hàn hồ quang, bạn cũng nên điều chỉnh vị trí đặt que hàn ở góc 0-15 độ. Điều chỉnh sao cho hướng của hồ quang ngược chiều với hướng di chuyển của que hàn.
5.4 Cách thao tác que hàn trong hàn sắt hộp
Trong hướng dẫn hàn sắt, có nhiều loại chuyển động khác nhau. Chẳng hạn: chuyển động ngang, chuyển động dọc, chuyển động liên tục, hay chuyển động ngắt quãng. Tùy thuộc vào độ dày của hộp sắt mà bạn có thể điều chỉnh chuyển động sao cho phù hợp.

Trong đó, chuyển động dọc sẽ là điều chỉnh mối hàn theo độ dài hồ quang và duy trì chúng. Chuyển động ngang sẽ là điều chỉnh độ rộng của mối hàn. Tuy nhiên, với hàn sắt hộp mỏng hồ quang cũng đủ làm rãnh hàn nên không cần chuyển động ngang.
Trên đây là toàn bộ những vấn đề liên quan đến cách hàn sắt mỏng. Những kỹ thuật, hướng dẫn để việc hàn sắt mỏng không bị thủng cũng khá chi tiết. Hy vọng những thông tin mà Song Mã Việt cung cấp về hướng dẫn hàn sắt trên đây sẽ hữu ích cho bạn. Để từ đó nó giúp bạn có thể thực hiện được các mối hàn chất lượng.


