






Khi thực hiện hàn nguyên vật liệu, nhiều thợ mới chưa thể cho ra được mối hàn đạt yêu cầu. Kỹ thuật hàn chưa chuẩn xác, tác động của yếu tố bên ngoài,… là những nguyên nhân dẫn đến việc các mối hàn bị khuyết tật. Hôm nay chúng tôi sẽ giúp các bạn bỏ túi cách hàn góc vuông cùng một số vấn đề xoay quanh. Từ đó, giúp mọi người cải thiện kỹ thuật hàn góc để đáp ứng tốt cho công việc.

1. Kỹ thuật hàn góc

Trước hết hãy cùng tìm hiểu hàn góc và đặc điểm của kỹ thuật này là gì.
1.1 Hàn góc vuông là gì?
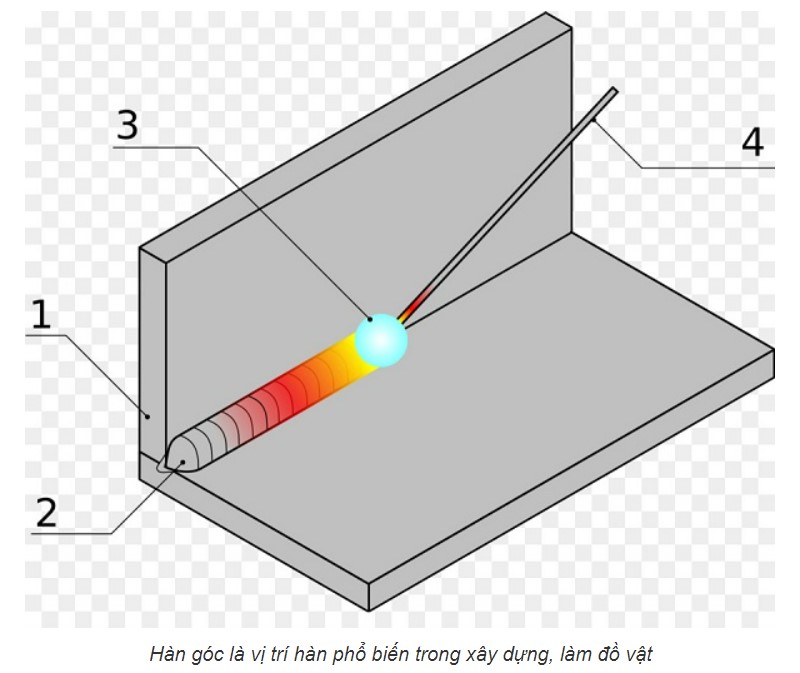
Hàn góc vuông là gì? Hiểu đơn giản hàn góc là các thao tác kỹ thuật hàn giữa hai vật không cùng nằm trên một đường thẳng. Cụ thể đây là những mối hàn góc có tiết diện ngang, kiểu hình tam giác để tạo thành mối liên kết với nhau.
Ngoài ra, cách hàn góc vuông sẽ được hiểu là những mối hàn góc giữa hai vật cần hàn. Chúng tạo thành hình chữ T hoặc hai vật hàn được liên kết với nhau theo góc 90° thẳng đứng (vuông góc với nhau).
Xem thêm:
- Cách hàn vảy cá, hàn leo nghệ thuật.
- Hàn 6G là gì? Vì sao kỹ thuật hàn 6G dù khó vẫn hấp dẫn người học nghề?
- Cách hàn không bị đau mắt – Nguyên lý an toàn trong quá trình hàn
- Các kiểu chuyển dịch kim loại trong hàn MIG phổ biến nhất
1.2 Đặc điểm của kỹ thuật hàn sắt vuông góc
Về hàn góc, kỹ thuật này có đường hàn góc cạnh thường xuyên thay đổi phức tạp trong các liên kết. Ngược lại thì ứng suất phân phối lại không đồng đều. Chúng thường được thực hiện dựa trên chiều dài và chiều rộng của các vật hàn.
Cùng với đó, cách hàn góc vuông sẽ khiến vật hàn phải chịu ứng suất uốn và cắt. Các đường hàn góc có khả năng bị dồn ép do bị uốn cong ở phía dưới là chân đường hàn. Nguyên nhân bởi đây là vị trí tập trung lớn ứng suất. Như vậy thì khi thực hiện hàn góc sẽ khiến vật cần hàn phải chịu ảnh hưởng lớn từ cắt, kéo và uốn.
Tùy thuộc vào vật hàn cùng vị trí các mối cần hàn, các thợ hàn có thể lựa chọn các kỹ thuật và những tư thế hàn khác nhau (cần lưu ý kỹ thuật hàn điện cũng như cách hàn sắt không bị dính que hàn) để đảm bảo một mối nối tốt. Các bạn có thể thực hiện hàn bằng, hàn đứng, hàn trần hoặc hàn sấp cho từng mối hàn góc.
2. Cách hàn góc vuông cơ bản cho người mới bắt đầu
Kỹ thuật hàn góc là một trong những phương thức hàn phổ biến nhất hiện nay. Hàn góc thường được sử dụng với rất nhiều mục đích công việc từ sửa chữa, xây dựng đến làm đồ nội thất, hay dùng trong công nghiệp,… Các bạn có thể tham khảo một số thông tin về kỹ thuật hàn góc ngay dưới đây.
2.1 Lựa chọn tư thế hàn
- Hàn bằng hay còn được biết đến với tên gọi “hàn lòng máng”. Đây là tư thế mà vật hàn được đặt sao cho đường hàn có trục nằm ở vị trí gần ngang và hồ quang cùng kim loại sẽ được hàn dọc theo hướng từ trên xuống.
- Hàn ngang là thế hàn mà hai vật hàn sẽ được đặt sao cho kim loại được lấp đầy đủ từ phía trên xuống theo mặt phẳng ngang cũng như mặt thẳng đứng.
- Lựa chọn theo thế hàn đứng sẽ cần đặt hai vật hàn theo phương thẳng đứng. Với đường hàn góc tương tự cũng sẽ nằm trên trục gần đứng.
- Với thế hàn trần, mối hàn sẽ theo phương nằm ngang và đường hàn đi theo trục từ dưới lên.

2.2 Cách hàn sắt vuông góc chuẩn kỹ thuật
Sau khi đã nắm được vị trí cần hàn, bạn chỉ cần đặt hai vật hàn vuông góc với nhau nhằm đảm bảo cách hàn góc vuông chính xác. Sau đó, bạn có thể thực hiện các kỹ thuật hàn khác nhau để đưa ra một mối hàn bền đẹp. Ngoài ra, bạn cũng nên tham khảo một số tip dưới đây để mối hàn được chất lượng hơn.
- Ta có thể sử dụng một số dụng cụ hỗ trợ chẳng hạn như ke nam châm góc vuông. Nhằm chắc chắn rằng đã căn đúng góc 90°.
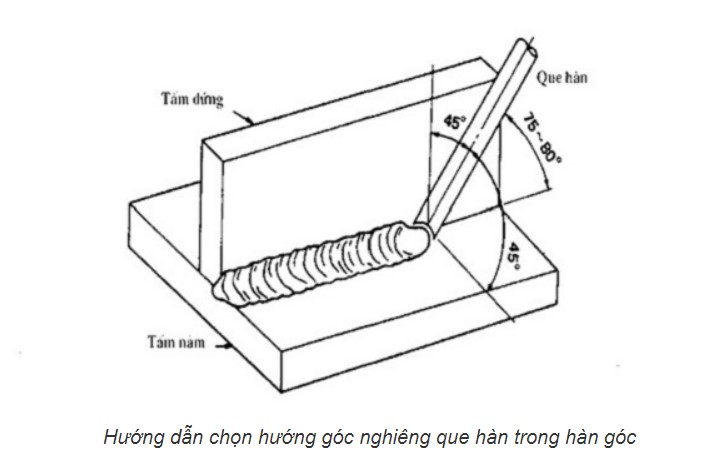
- Que hàn nên được hàn từ 30 – 45° để hạn chế khả năng tạo xỉ đen nhiều dọc đường hàn.
- Khi chọn dòng điện hàn, ta cần chọn dòng đúng với que hàn hoặc độ dày vật hàn để vừa đảm bảo mối hàn có độ sâu vừa đủ và không bị thủng.
- Lựa chọn thời điểm đốt hồ quang phù hợp. Và đảm bảo que hàn chấm ở trung tâm đường của hai vật hàn.
- Không nên để các mối hàn trước đó nguội rồi mới chấm tiếp thì sẽ khiến các mối chấm nối không được liên kết với nhau.
- Lựa chọn loại máy hàn phù hợp để đảm bảo cho mối hàn đẹp.

Cách hàn sắt vuông góc được đánh giá là dễ thực hiện hơn so với cách hàn sắt mỏng hay cách hàn sắt dày . Các bạn có thể thực hành thật nhiều các kỹ thuật như hàn góc vuông, hàn góc để nâng cao được tay nghề.
Hướng dẫn cách hàn góc vuông cho người mới bắt đầu
3. Những lỗi thường gặp khi hàn góc vuông

Cách hàn góc vuông đôi lúc sẽ khiến một số thợ hàn gặp khó khăn. Từ đó dẫn đến một số lỗi thường gặp:
3.1 Nứt mối hàn
Về cách hàn góc vuông, đây được coi là một trong những lỗi nguy hiểm cũng như thường xuyên gặp nhất.
- Vị trí nứt mối hàn thường là:
- Trên bề mặt hay ngay trong mối hàn cũng như sự ảnh hưởng từ nhiệt.
- Trong những trường hợp mối hàn có nhiệt độ khác nhau sẽ có vị trí vết nứt khác nhau: Nứt mối hàn nóng (t > 10000°C) & nứt mối hàn lạnh (t <10000 °C).
- Nguyên nhân nứt mối hàn:
Do khả năng lan truyền mối hàn gây ra.Nếu một mối hàn nhỏ bị nứt ra song không loại bỏ kịp thời. Lâu dần sẽ có thể dẫn đến tình trạng phá vỡ kết cấu.
- Cách khắc phục nứt mối hàn:
- Sử dụng vật liệu hàn thích hợp.
- Giải phóng lực kẹp chặt liên kết hàn. Và gia tăng khả năng “lấp đầy” vật liệu hàn.
- Giữ nhiệt liên kết hàn giúp làm giảm tốc độ nguội của vật hàn.
- Bố trí so le mối hàn từ đó giảm lực liên kết hàn thích hợp.
3.2 Mối hàn bị rỗ khí
Mối hàn bị rỗ khí là do khí trong kim loại lỏng mối hàn không kịp thoát ra. Trong kim loại vũng hàn đông đặc trong cách hàn sắt vuông góc chứ không phải hàn sắt tròn.
- Vị trí mối hàn bị rỗ khí
Rỗ khí có thể sinh ra từ bên trong hay bề mặt mối hàn. Nằm ở ranh giới kim loại hàn & kim loại đắp khi hàn. Có thể nằm phân bố rải rác từ đó làm giảm độ kín, khả năng làm việc của mối hàn.
- Nguyên nhân mối hàn bị rỗ khí
- Hàm lượng khí trong vật liệu hàn hay kim loại cần hàn cao.
- Chiều dài hồ quang lớn cùng vận tốc hàn quá cao.
- Bề mặt mối hàn gặp tình trạng ẩm ướt.
- Khắc phục mối hàn bị rỗ khí
- Giảm vận tốc hàn vật cùng với đó là việc điều chỉnh chiều dài hồ quang ngắn lại.
- Không nên gõ xỉ ngay khi trong hoặc sau khi mới hàn.
- Sử dụng lượng khí đủ khi hàn. Và điều chỉnh khoảng cách giữa chụp khí & vật liệu hàn sao cho thích hợp.
- Sử dụng thuốc hàn khô và ứng dụng đủ lượng khi hàn.
3.3 Mối hàn lẫn xỉ
Mối hàn lẫn xỉ hay kẹt xỉ là một trong những khuyết tật mà cách hàn sắt vuông góc thường gặp.
- Vị trí mối hàn lẫn xỉ
- Thường được phát hiện trong mối hàn. Là bề mặt mối hàn hoặc điểm tiếp xúc giữa kim loại cơ bản hoặc kim loại hàn.
- Rỗ xỉ gây ảnh hưởng đến độ dẻo dai cũng như khả năng kết cấu làm việc của mối hàn.
- Nguyên nhân mối hàn lẫn xỉ
- Dòng điện quá nhỏ nên không đủ cung cấp cho kim loại nóng chảy.
- Chưa làm sạch xỉ cẩn thận do hàn nhiều lớp.
- Tốc độ hàn cao nhưng góc độ hàn chưa phù hợp.
- Khắc phục mối hàn lẫn xỉ.
- Tăng cường độ dòng điện hàn cao hơn. Mở rộng quãng thời gian ngừng lại của hồ quang và điều chỉnh chiều dài của hồ quang ngắn.
- Làm sạch vật liệu trước khi hàn. Luôn chú ý gõ xỉ thường xuyên khi thực hiện hàn nhiều lớp.
- Thay đổi góc độ, di chuyển que hàn, điều chỉnh tốc độ hàn hợp lý.
3.4 Mối hàn không ngấu
Mối hàn không ngấu là khuyết tật quan trọng trong các mối hàn. Chúng có thể dẫn đến tình trạng mối hàn bị nứt
- Nguyên nhân mối hàn không ngấu:
- Mép hàn chuẩn bị chưa hợp lý và góc vát có thể quá nhỏ để cam quay được cận mặt.
- Dòng điện hàn quá nhỏ nhưng tốc độ hàn quá nhanh.
- Cách đưa điện cực và tốc độ hàn không hợp lý.
- Chiều dài hồ quang không phù hợp hay quá lớn.
- Khắc phục mối hàn không ngấu
- Trước khi hàn, các bạn nên làm sạch liên kết, vát góc cần được tăng lên.
- Gia tăng dòng điện hàn cùng với đó là giảm tốc độ hàn xuống.
4. Một số máy hàn điện tử phổ biến hiện nay
4.1 Máy hàn Jasic Tig 200A W223
– Giá tham khảo: 5.000.000 ĐẾN 5.500.000 VNĐ
Jasic Tig 200A W223 là dòng máy hàn chất lượng cao dùng để hàn các vật liệu mỏng, vật liệu ít cacbon, thép không gỉ, inox mỏng, đồng, titan,… Các sản phẩm của thương hiệu máy hàn Jasic mang đến khả năng vận hành mạnh mẽ, bảo vệ ổn định.

Công suất máy hàn Jasic Tig 200A W223 lên đến 6KVA, nguồn điện 220V, dòng hàn lên đến 200A. Đặc biệt, sản phẩm này vừa là máy hàn que điện tử, vừa là máy hàn TIG, cho phép bạn thực hành hàn trên nhiều chất liệu khác nhau. Máy có thể hàn được các vật liệu cực mỏng có độ dày từ 06-8.0mm.
4.2 Máy hàn điện tử Hồng Ký 200z
– Giá tham khảo: 2.000.000 ĐẾN 2.500.000 VNĐ
Máy hàn Hongji 200z là dòng máy hàn que công suất lớn 7.0KVA, có thể kéo liên tục que hàn 3.2mm. HK200Z được thiết kế với núm vặn điều chỉnh dòng hàn trong khoảng 20A-200A, đồng thời được trang bị đồng hồ hiển thị dòng hàn đảm bảo độ chính xác.

HK 200Z là dòng máy hàn Hongji có hiệu suất >60%, hoạt động mạnh mẽ với điện áp 220V. Đồng thời, máy áp dụng công nghệ chuyển đổi tần số để đạt được khả năng tiết kiệm điện và tiết kiệm chi phí tốt nhất.
Với những người mới thường xuyên mắc các khuyết tật về mối hàn. Có thể dẫn đến tình trạng mối hàn đạt chất lượng kém không liên kết. Cũng như ảnh hưởng đến hiệu quả làm việc của mối hàn. Qua bài viết trên, chúng tôi đã tổng hợp một số cách hàn góc vuông ưng ý cùng các vấn đề xoay quanh. Hy vọng điều đó có thể giúp bạn tự tin trên các chặng đường sắp tới.


